DNP Transparent Barrier Film
DNP develops and manufactures transparent barrier films that prevent the permeation of gases, including water vapor and oxygen. Compared with aluminum foil and aluminum vapor-deposited films, these films offer high transparency and have a lower environmental impact. Since starting mass production in 1998, DNP has developed a lineup of various grades tailored to different applications. These films are widely used in fields such as food packaging, medical applications, and industrial uses.

About transparent barrier film
The transparent barrier film is a high-performance material designed to block the permeation of gases, including water vapor and oxygen. It is gaining attention as a next-generation alternative to aluminum foil, providing both high barrier performance and transparency.
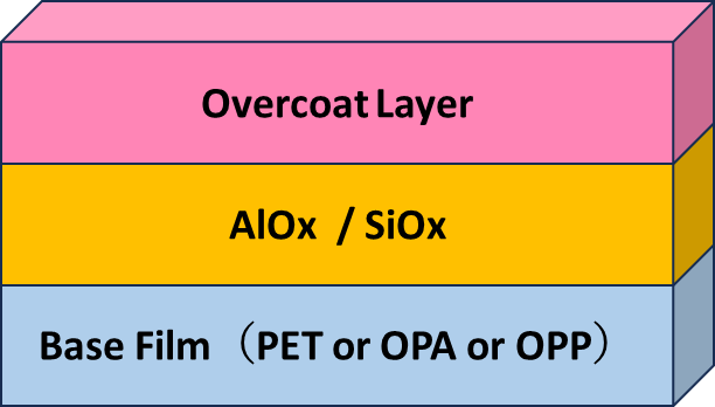
The film features a three-layer structure consisting of a base film, a transparent inorganic barrier layer formed by vacuum deposition of aluminum oxide (AlOx) or silicon oxide (SiOx), and an overcoat layer that protects the barrier layer.
The dense vapor-deposited layer reduces gas transmission by blocking and extending diffusion paths, while the overcoat layer maintains stable performance by protecting the barrier layer from external stresses such as bending and abrasion.
As a result, the transparent barrier film helps protect the contents from quality degradation caused by moisture absorption, drying, spoilage, and corrosion. It is used in various applications, including food packaging, everyday products, and medical and industrial fields. In response to the growing global trend toward “de-aluminization,” it also supports more sustainable packaging design through efficient resource use, lightweight packaging, and energy savings in manufacturing processes.
Features of DNP transparent barrier film
Feature 1: World-class gas barrier performance
DNP’s transparent barrier film effectively reduces the permeation of oxygen and water vapor by using DNP’s proprietary vapor deposition technology combined with advanced coating technologies.
This outstanding barrier performance helps maintain food freshness, preserve the quality of pharmaceuticals, prevent degradation of electronic components, and retain the fragrance of toiletries and cosmetic products. It is particularly well suited for packaging applications involving products that are highly sensitive to moisture and oxygen, such as food products, supplements, pharmaceuticals, and precision electronic components.
Feature 2: High transparency
DNP’s transparent barrier film offers high transparency with low haze, allowing the packaged contents to be clearly visible from the outside. This feature makes it ideal for applications where clarity is essential, such as retort packaging materials, medical products, and industrial products.

Feature 3: Environmentally friendly design
As part of its efforts to reduce environmental impact, DNP offers films made with plant-derived PET under the product line “DNP Plant-based packaging film”. These films help reduce the use of petroleum-based resources and lower CO₂ emissions across the entire product life cycle, supporting next-generation packaging designed for a more sustainable society.
These plant-based PET films feature a halogen-free design that does not produce harmful gases during incineration, helping reduce environmental impact at the disposal stage while enabling safer and more reliable packaging. In addition, to meet the growing demand for monomaterial packaging, DNP offers high-barrier, high-transparency polypropylene (PP) films produced using DNP’s proprietary vapor deposition and coating technologies. These products have been designed with recyclability in mind and support next-generation, recycling-oriented packaging solutions.
Note: DNP Plant-based packaging film
This environmentally conscious packaging film uses molasses—a byproduct of sugar production from sugarcane—as part of its raw materials, helping reduce the use of petroleum-based resources.
Performance of DNP transparent barrier film
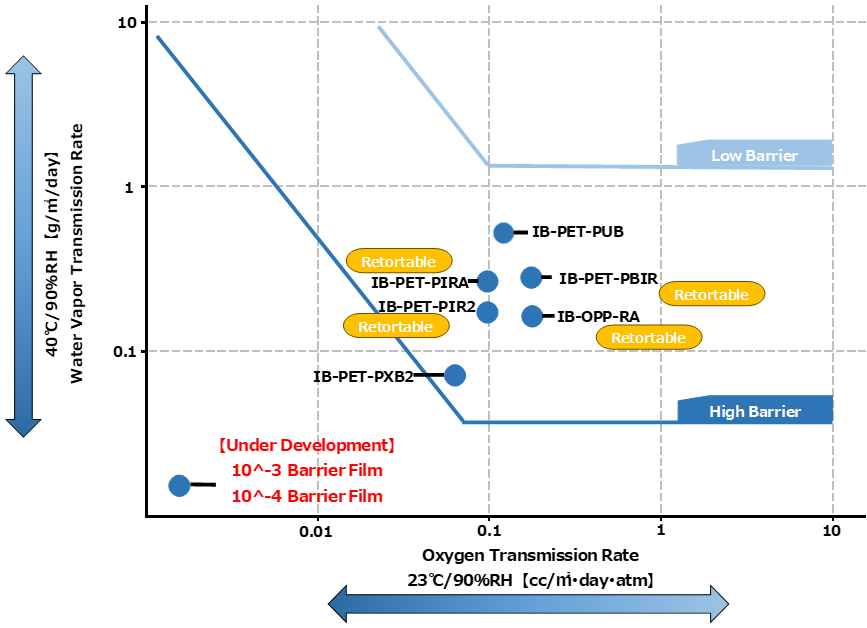
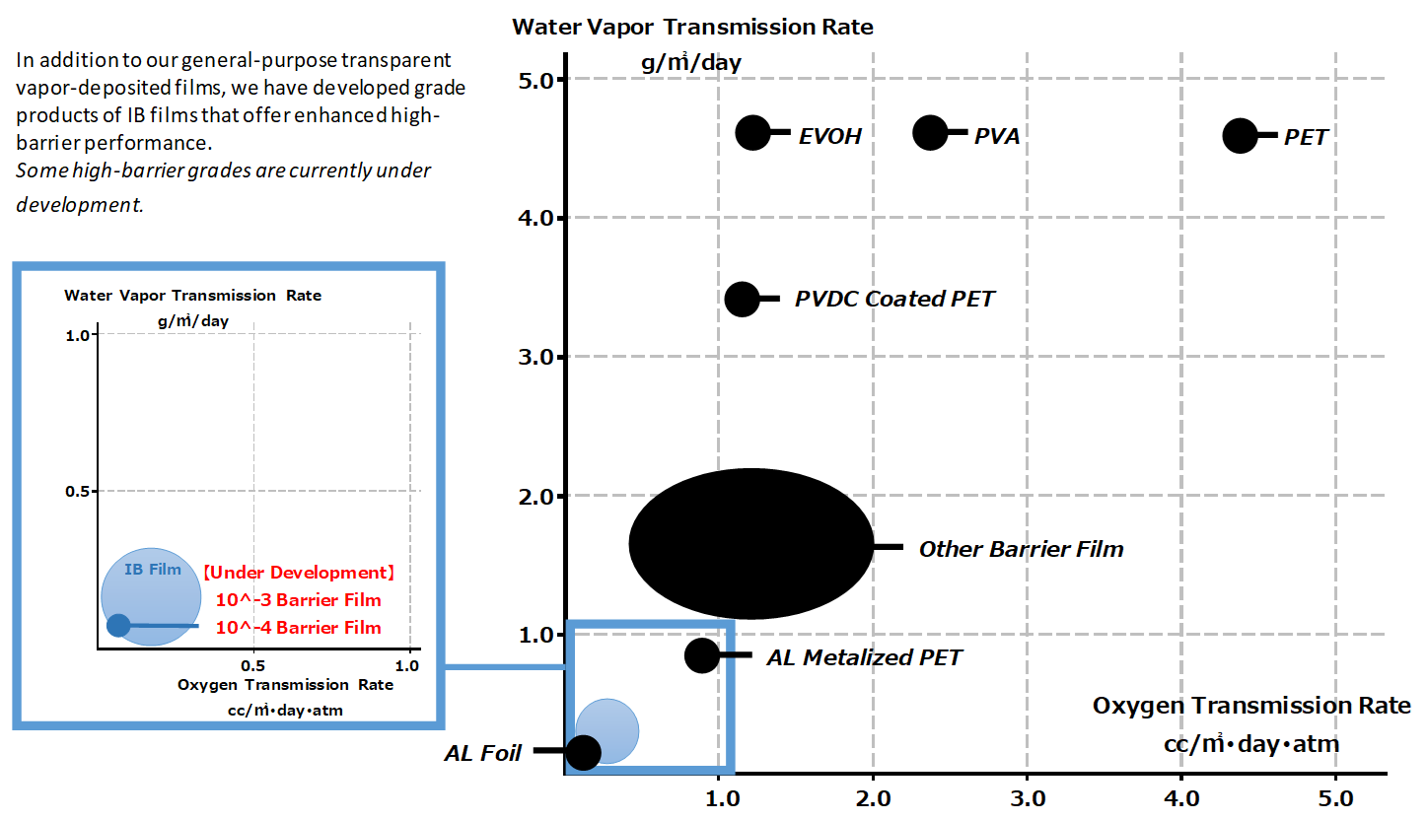
The chart below compares the water vapor and oxygen barrier performance of DNP’s transparent barrier film with other barrier films. DNP offers a broad product lineup, ranging from standard grades to high-barrier grades, to suit various applications and performance requirements.
Product lineup of DNP transparent barrier film
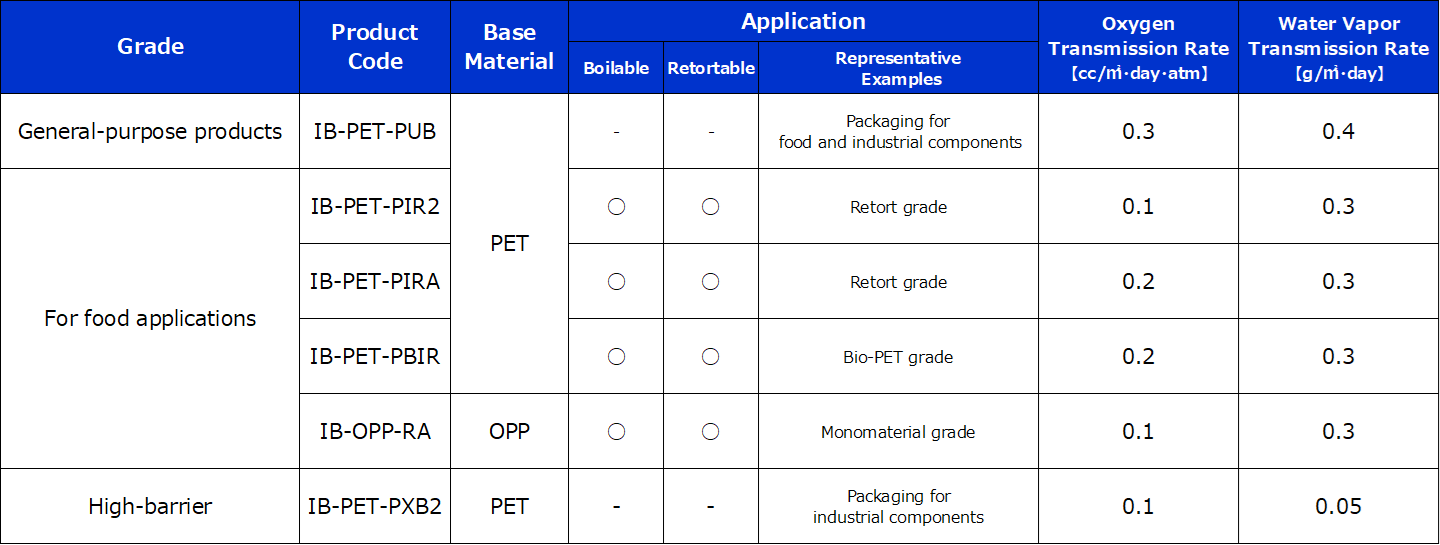
※Values are measurement values, not guaranteed values.
Applications of DNP transparent barrier Film
Industrial applications
In precision electronic components such as displays and semiconductors, these components are highly susceptible to external environmental factors, making the use of barrier films essential. By effectively protecting against moisture and oxygen, DNP’s transparent barrier film helps maintain stable performance, prevent degradation, and extend product service life.
Protecting the color of QD displays—The barrier film chosen worldwide

Quantum dot (QD) materials used in QD displays are highly sensitive to moisture and oxygen. When these elements penetrate the materials, performance degrades and product lifespan decreases. By using barrier films, degradation of QD materials can be effectively prevented, helping improve display quality and durability.
The role of barrier films in vacuum insulation panels and ink cartridges

Vacuum insulation panels rely on barrier films to prevent oxygen permeation and maintain the internal vacuum state. By blocking gas ingress, barrier films help preserve insulation performance over extended periods.
In ink cartridges, evaporation of ink components can negatively affect performance. Barrier films play an essential role in suppressing this evaporation, enabling stable performance over extended periods.
The role of barrier films in semiconductors
Semiconductors contain highly intricate and densely integrated circuits, making them particularly susceptible to environmental factors. During transportation and storage, ambient humidity can significantly affect semiconductor devices, as moisture ingress increases the risk of corrosion and insulation failure.
Therefore, barrier films play a critical role in protecting semiconductor products from external moisture. By preventing moisture penetration, barrier films help suppress degradation and ensure long-term reliability. Even in environments where humidity control during transportation or storage is insufficient, properly functioning barrier films help keep semiconductor products safe.
Toward expanded industrial applications (in development)
Advancing solutions with ultra-high barrier films
Across a wide range of industrial applications, many devices are highly sensitive to moisture and oxygen. At the same time, there is growing demand for flexible, lightweight, and transparent materials. Consequently, the need for transparent ultra-high barrier films continues to increase.
By further enhancing its proprietary vapor deposition and advanced coating technologies, DNP is developing ultra-high barrier films with a barrier performance of 10⁻³ or lower, achieving superior productivity and cost efficiency compared with conventional manufacturing methods. These next-generation films are expected to contribute to solving increasingly complex challenges across industrial sectors.
Food applications
DNP’s transparent barrier film is used in a wide range of food packaging applications, including confectionery, ham and processed meats, prepared foods, baby food, and pet food. It is also used in paper-based containers for products such as sake and shochu. With the growing demand for convenience, single-serve portions, and ready-to-eat meals, the use of these films is also expanding across the takeout and food service markets. In addition to flexible packaging, these films are suitable for paper-based containers.
Providing the barrier performance essential for preserving food quality, the films effectively block moisture and oxygen, help retain aroma and flavor, and extend shelf life. They also aid in reducing food loss and improving distribution efficiency, delivering safety, quality, and better taste for consumers.
Advancing solutions with ultra-high barrier films
In Europe, long-term goals have been set to make all packaging materials 100% recyclable or reusable, accelerating the transition to a circular economy in which these materials—including plastics—are no longer treated as waste or sent to landfills.

With this global trend in mind, DNP is developing environmentally responsible packaging materials that will set the future standard for food packaging. As part of these efforts, DNP is focusing on developing monomaterial films, which are expected to play a key role as next-generation barrier films for food packaging. By combining high barrier performance with recyclability, DNP aims to facilitate more sustainable food packaging solutions.
If you are looking for solutions to support a more sustainable future for food packaging, please contact us.
Medical applications
Barrier films are widely used to protect pharmaceuticals and medical devices, and they play an essential role in maintaining their quality. By using appropriate barrier films, product degradation can be prevented, quality reliably preserved, and shelf life extended. Below are key roles that barrier films play in medical and pharmaceutical applications.
Protection from external factors
By blocking moisture and oxygen, barrier films help prevent performance degradation of pharmaceuticals and medical devices, ensuring stable quality over extended periods.
Stability of active ingredients
Barrier films prevent evaporation and chemical changes, protecting active ingredients from the external environment and helping maximize the intended effectiveness of pharmaceutical products.
Extended shelf life and improved distribution efficiency
By reducing factors that cause degradation, barrier films help extend shelf life, reduce product loss, and ensure a stable supply—supporting healthcare operations and distribution.