New Environmentally Advanced Aseptic Filling System: Green Aseptic™
As global soft drink demand drives increased PET bottle usage, beverage manufacturers are accelerating decarbonization efforts. Our proprietary non-thermal sterilization system—designed with beverage water content in mind—provides an effective solution.
Table of contents
Video: Green Aseptic (2:38)
Problems with conventional aseptic filling processes
Liquid processing can generate 45% of total CO₂ emissions
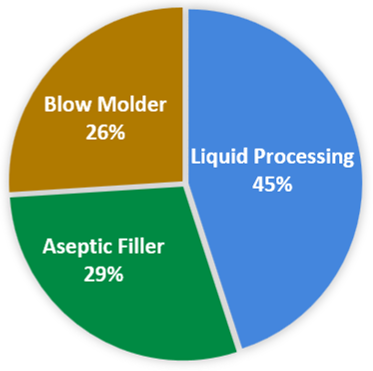
- Assumptions: 54,000 bph aseptic PET system; 5,400 h/year; 300 changeovers
Emission factors: Japanese Life Cycle Inventory (LCI) database (IDEA v2) and Carbon Footprint (CFP) database (v1.01/v1.03)
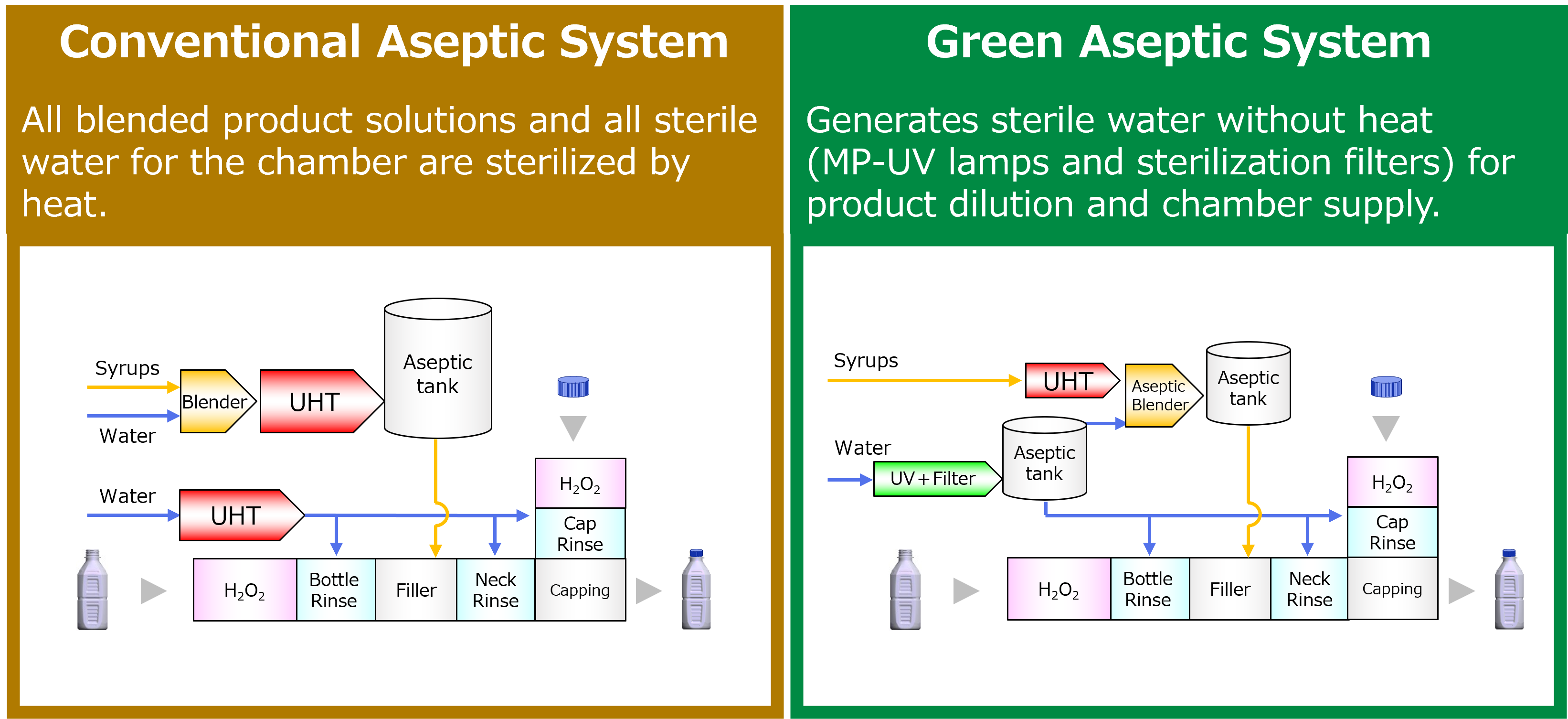
In conventional aseptic filling systems, beverages are produced by diluting syrup with water sterilized using ultra-high temperature (UHT) treatment.
This UHT-treated water is also used for container rinsing. As a result, these heat-intensive processes generate a disproportionately large share of greenhouse gas emissions. As shown in the chart on the left, liquid processing alone represents the largest contributor to CO₂ emissions in the entire aseptic system.
Decarbonizing this water sterilization process has therefore become a critical challenge for beverage manufacturers worldwide.
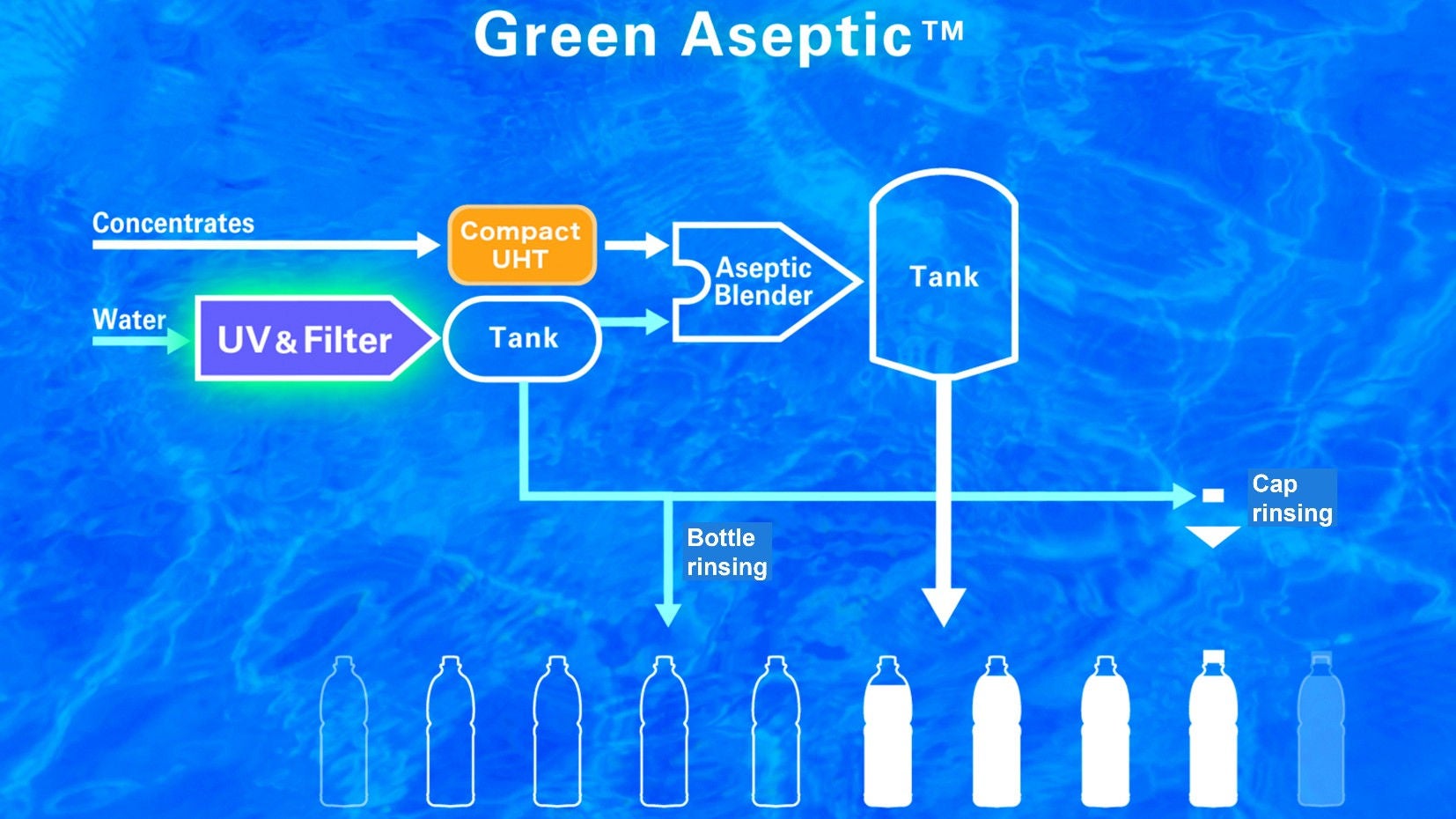
What is the new eco-friendly aseptic filling process: Green Aseptic?
Green Aseptic is an innovative non-thermal sterilization technology that integrates medium-pressure UV (MP-UV) lamps with advanced sterilization filters. This patented solution significantly enhances decarbonization and energy efficiency in liquid processing systems for both low- and high-acid beverages.
Key features
- Decarbonization through ultra-low‑carbon sterile water production
- Advanced non‑thermal sterilization technology for energy efficiency
- Non-thermal sterilization and aseptic blending reduce UHT sterilizer energy consumption by approx. 80% at a five-fold dilution ratio
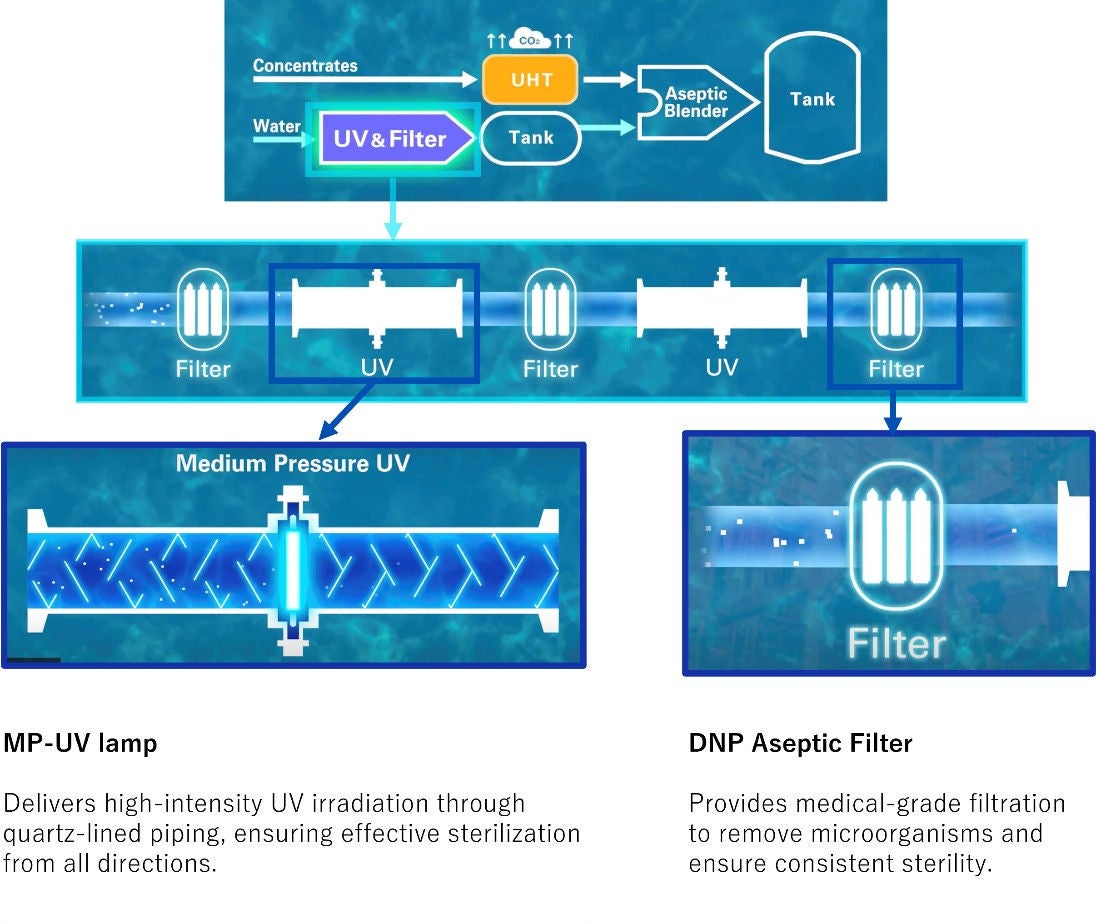
Core elements - UV lamps and filters
Combining UV irradiation with precision filtration for superior sterilization performance
System configuration comparison: conventional UHT vs. Green Aseptic
Operational benefits
- Lower operating costs for steam, cooling water, and electricity
- Reduced consumption of steam, water, detergent, and wastewater in UHT Cleaning-in-Place (CIP)
- Less blending required through concentrate sterilization
- Reduced initial and maintenance costs with a compact UHT module
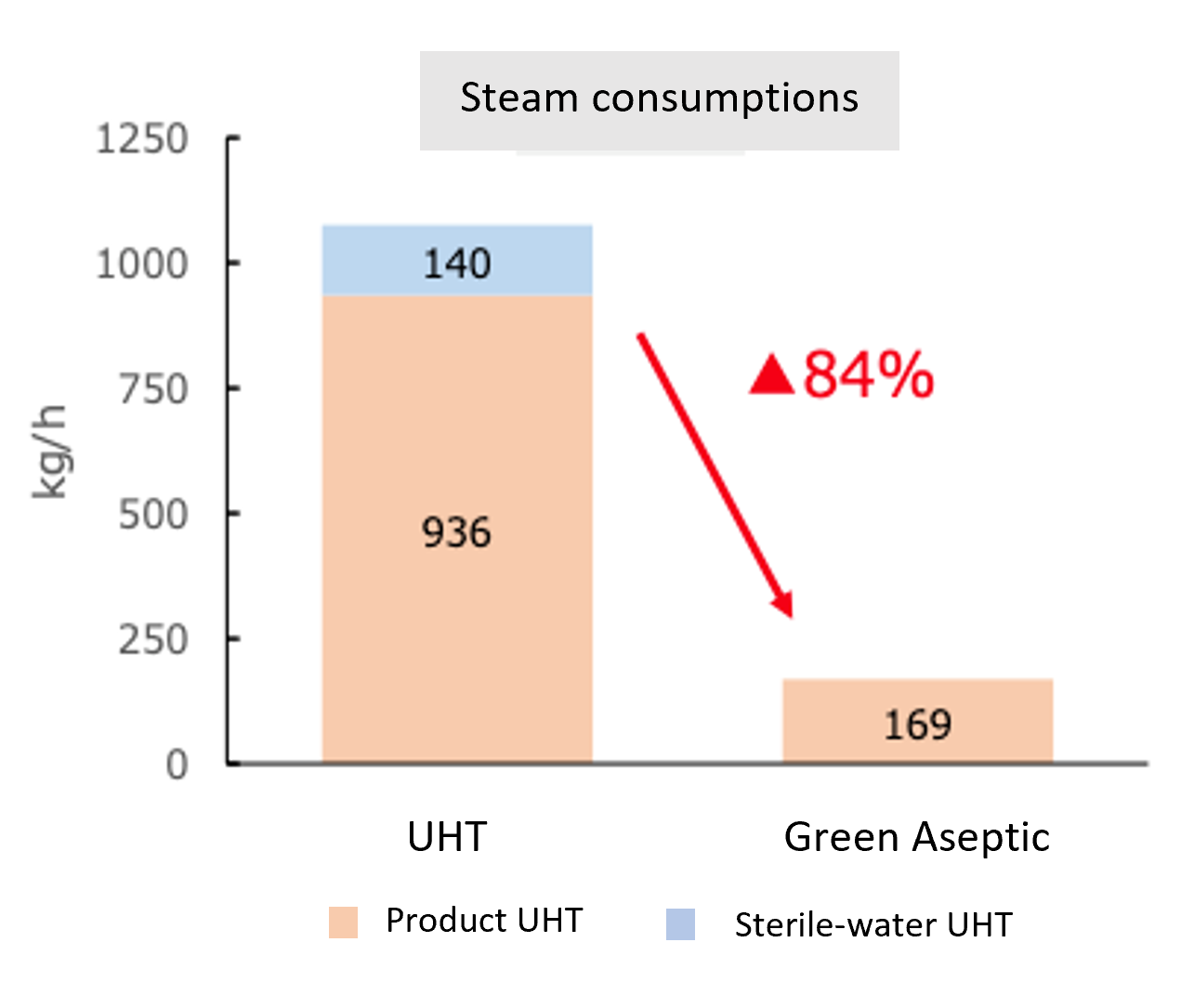
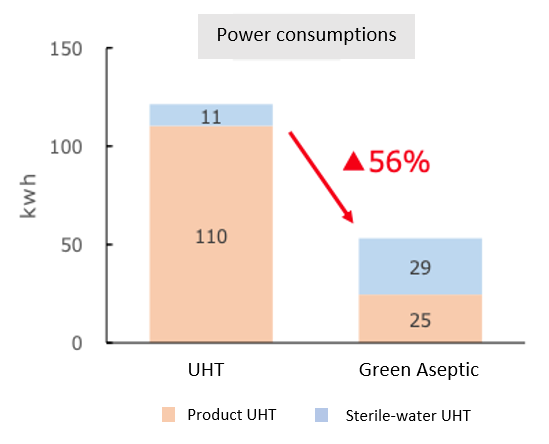
Energy, CO₂ and running-cost savings vs. conventional UHT-based aseptic filling
Energy consumptions
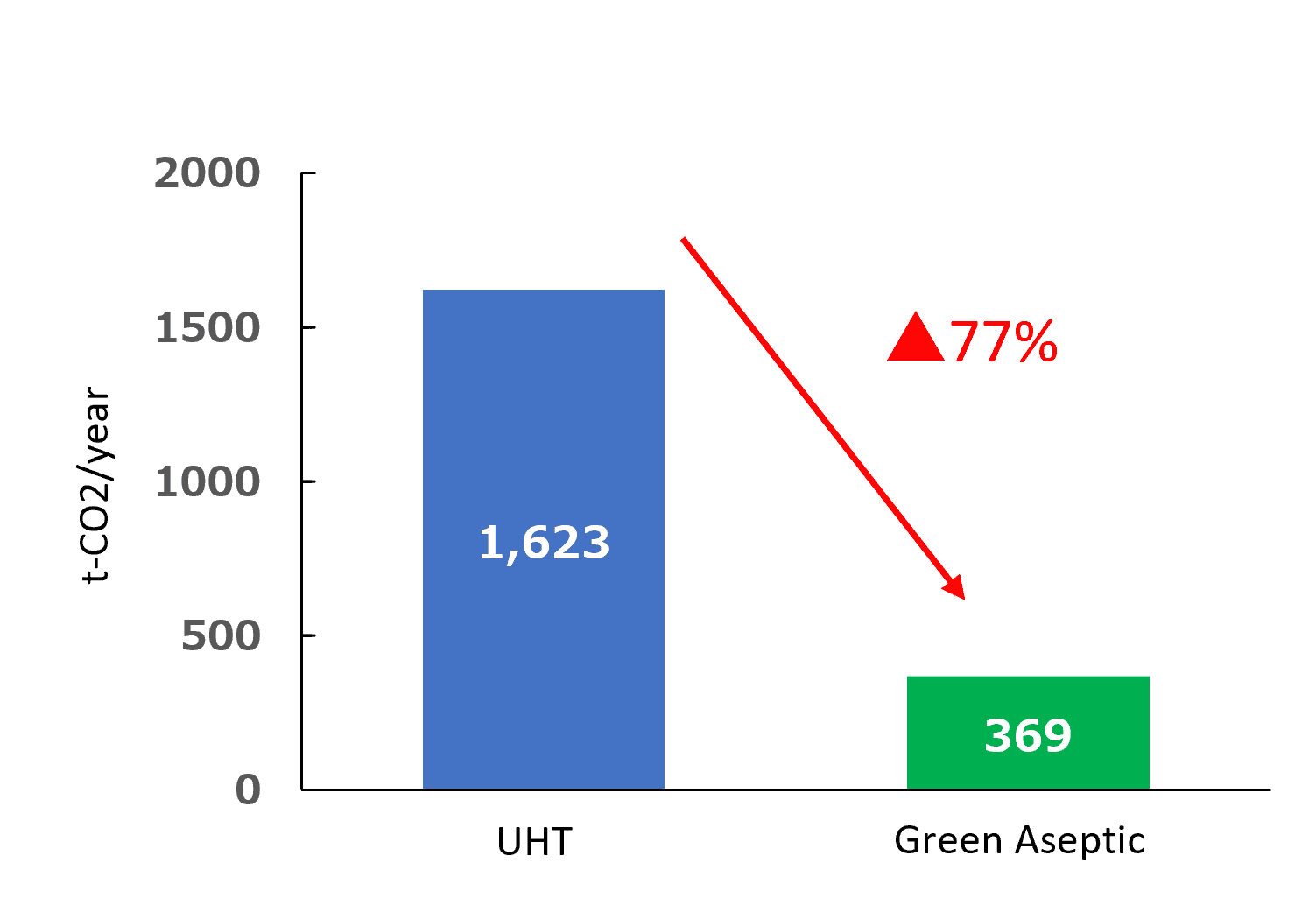
CO₂ emissions
Running costs
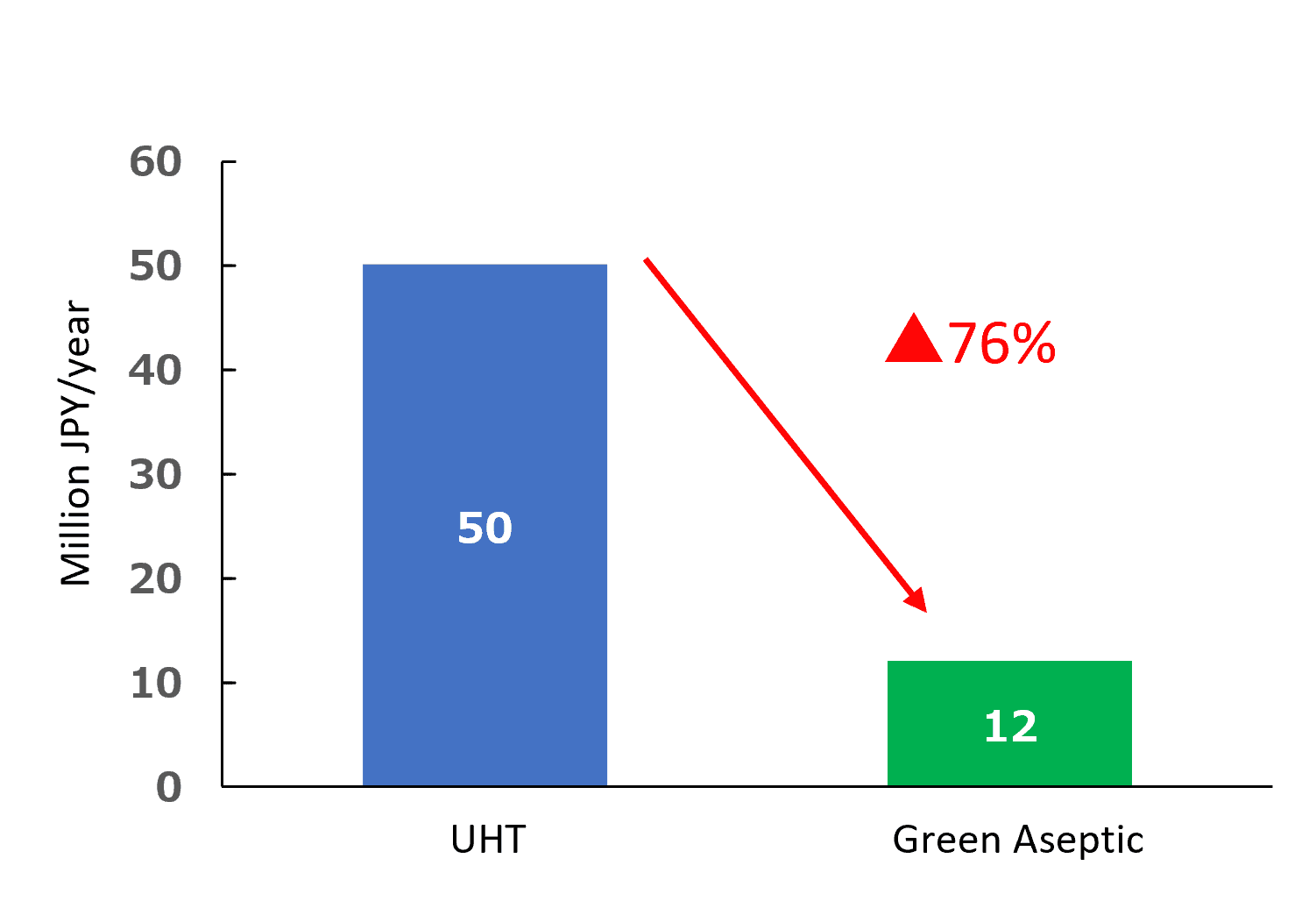
Assumption: Five-fold dilution ratio (36,000 BPH)
From concept to commercialization: discover the development journey behind Green Aseptic.
Case study of Green Aseptic implementation
Tea Filling Machine Case Study — 36,000 bph PET Bottle Line at Shizuoka Soft-Drink Plant (Japan)
A leading beverage producer in Shizuoka began commercial tea production in April 2024 using DNP’s Green Aseptic system. Concentrated tea extract is sterilized with a compact UHT unit and diluted with sterile water produced by non-heat sterilization using UV lamps and filters.
The line aseptically fills 500 ml bottles at 36,000 bph, using non-heated sterile water for all rinsing processes. Media-fill tests of over 10,000 bottles showed zero spoilage. The system reduces energy consumption and CO₂ emissions by approximately 80%, setting a new sustainability benchmark for low-acid beverages.
