DNP's Moisture Absorbing Laminate
This packaging material is designed to regulate internal moisture by blending a desiccant into a polyolefin-based film resin, allowing it to absorb moisture both inside the package and from its contents. For example, some pharmaceuticals are highly hygroscopic, absorbing moisture from the air and degrading over time, which leads to reduced efficacy. "DNP's Moisture-Absorbing Laminate" addresses this issue with high moisture absorption performance and flexible packaging design tailored to the specific needs of the contents.
What is "DNP's moisture absorbing laminate"?
A packaging material that absorbs moisture from both the package interior and its contents
This packaging material reduces the deterioration of pharmaceutical and food contents due to moisture, as well as malfunctions of medical and precision devices caused by humidity.
By absorbing moisture through a film blended with a desiccant, this packaging material can regulate internal humidity without the need for additional desiccant silica sachet, making it an effective moisture control solution for pharmaceuticals, food products, and medical devices.
Product features
Wide-area moisture absorption effect
While conventional desiccants provide localized moisture absorption, this film efficiently absorbs moisture over its entire surface thanks to the moisture-absorbing layer.

Ensuring end-user safety
To eliminate a risk of consumers accidentally ingesting desiccant silica sachet.

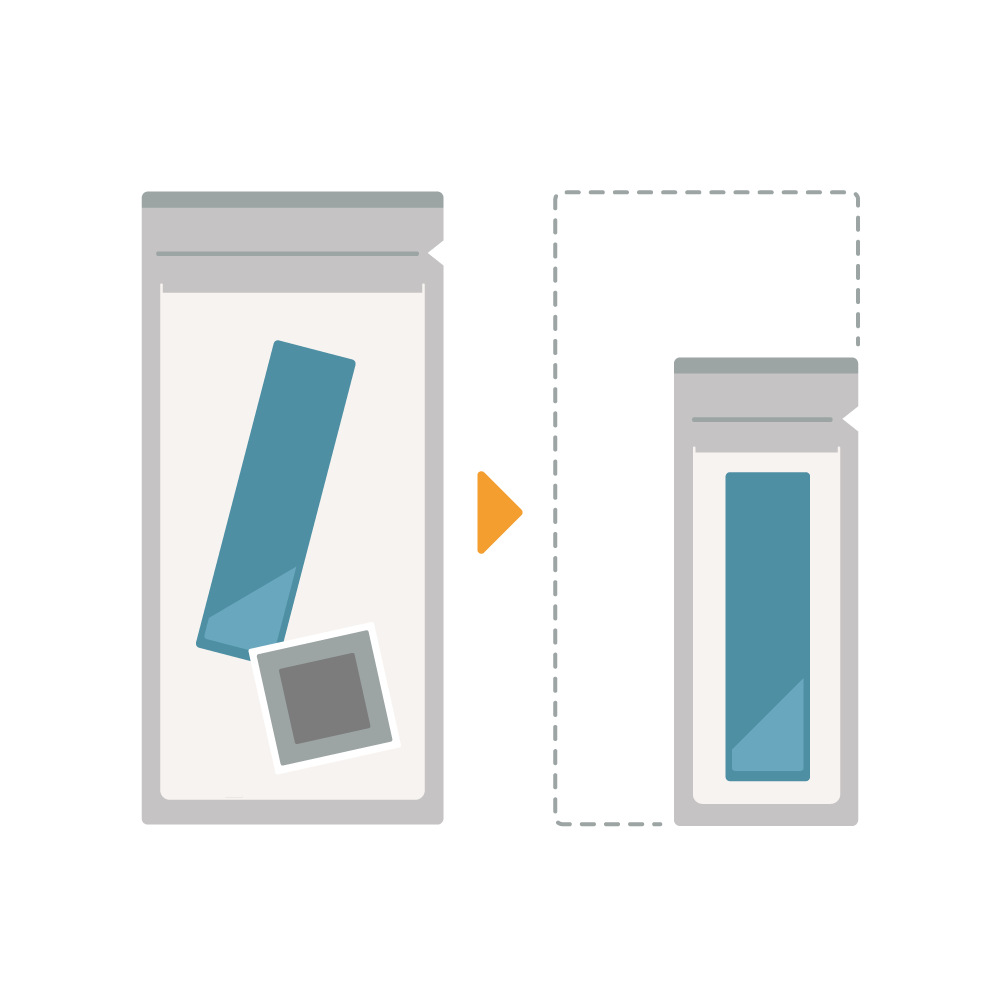
Compatible with small pouch
Even small pouch that can not enclose desiccant silica sachet can benefit from moisture control. Additionally, since separate desiccant silica sachet is not required, the overall packaging size can be reduced.
Simplified packaging process
By not using desiccants, the insertion process, its inventory management, and inspection procedures are reduced, leading to increased efficiency in the production process.

Moisture absorption performance
Absorption capacity
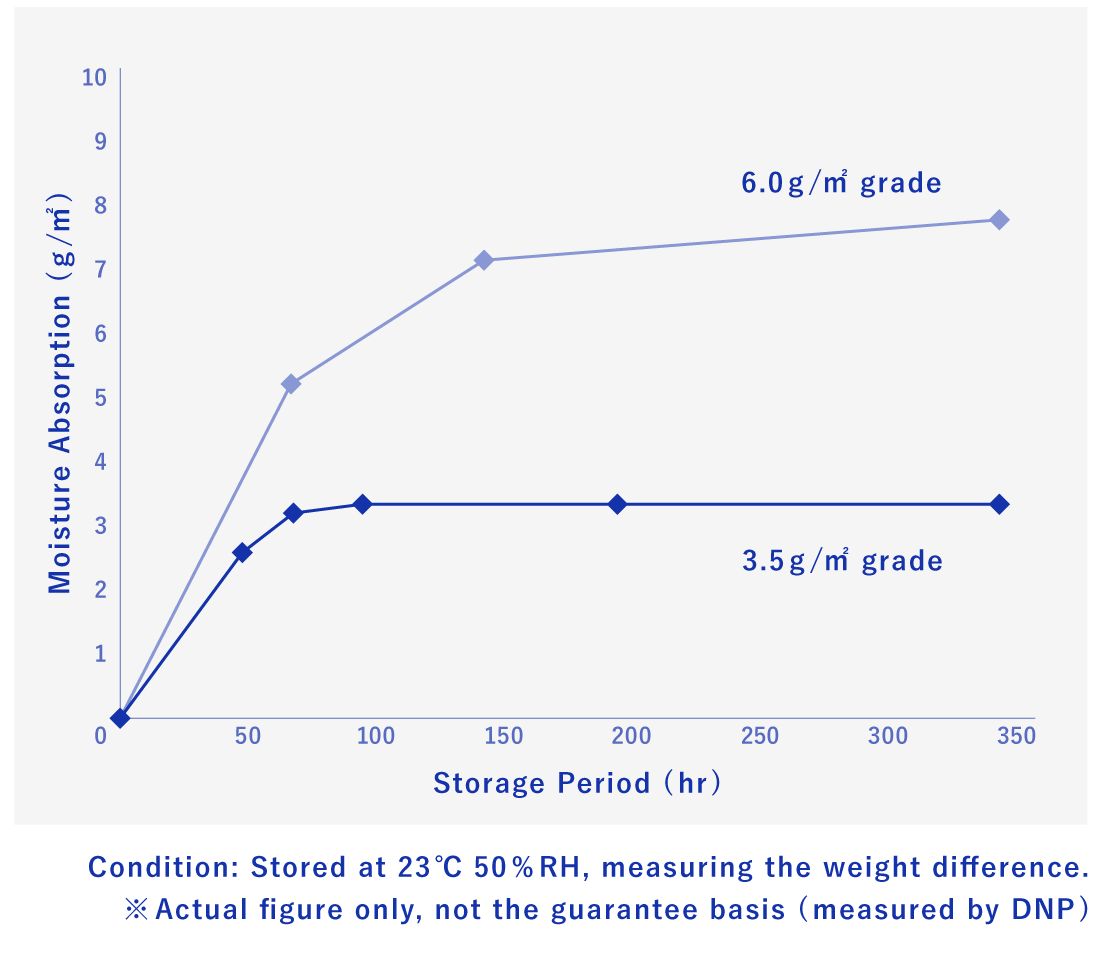
The moisture absorption capacity over time was measured for two types: 3.5g/m² and 6.0g/m². The graph indicates that once moisture is absorbed, it is not released again and maintaining a stable environment inside the package.
You can choose from the following two types based on the contents' requirements:
Moisture Absorption: 3.5g/m² Type
Moisture Absorption: 6.0g/m² Type
- Actual figure only, not the guarantee basis.
Main application fields & uses
Pharmaceuticals
DNP's moisture absorbing laminate is designed with moisture protection and absorption properties, helping to prevent the deterioration of packed contents.(e.g. granule, tablet, oral thin film)

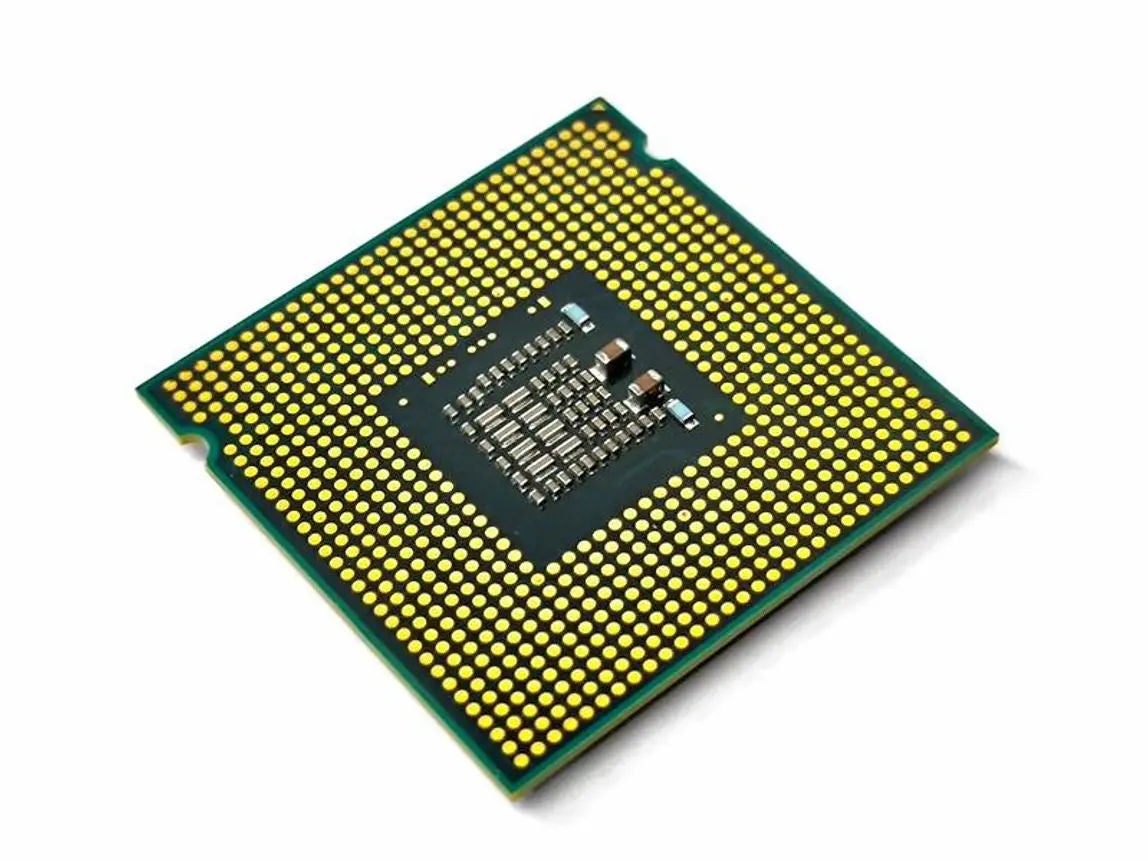
Medical devices, precision electronic components
Electronic components in medical and precision devices can degrade or malfunction due to humidity. DNP’s packaging helps prevent rust and failures during international transportation.
Diagnostic devices
Diagnostic devices are sensitive to moisture and moisture may lead it to inaccurate result. Using moisture absorbing laminate helps to keep the pouch inside as dry as possible.

Film composition examples
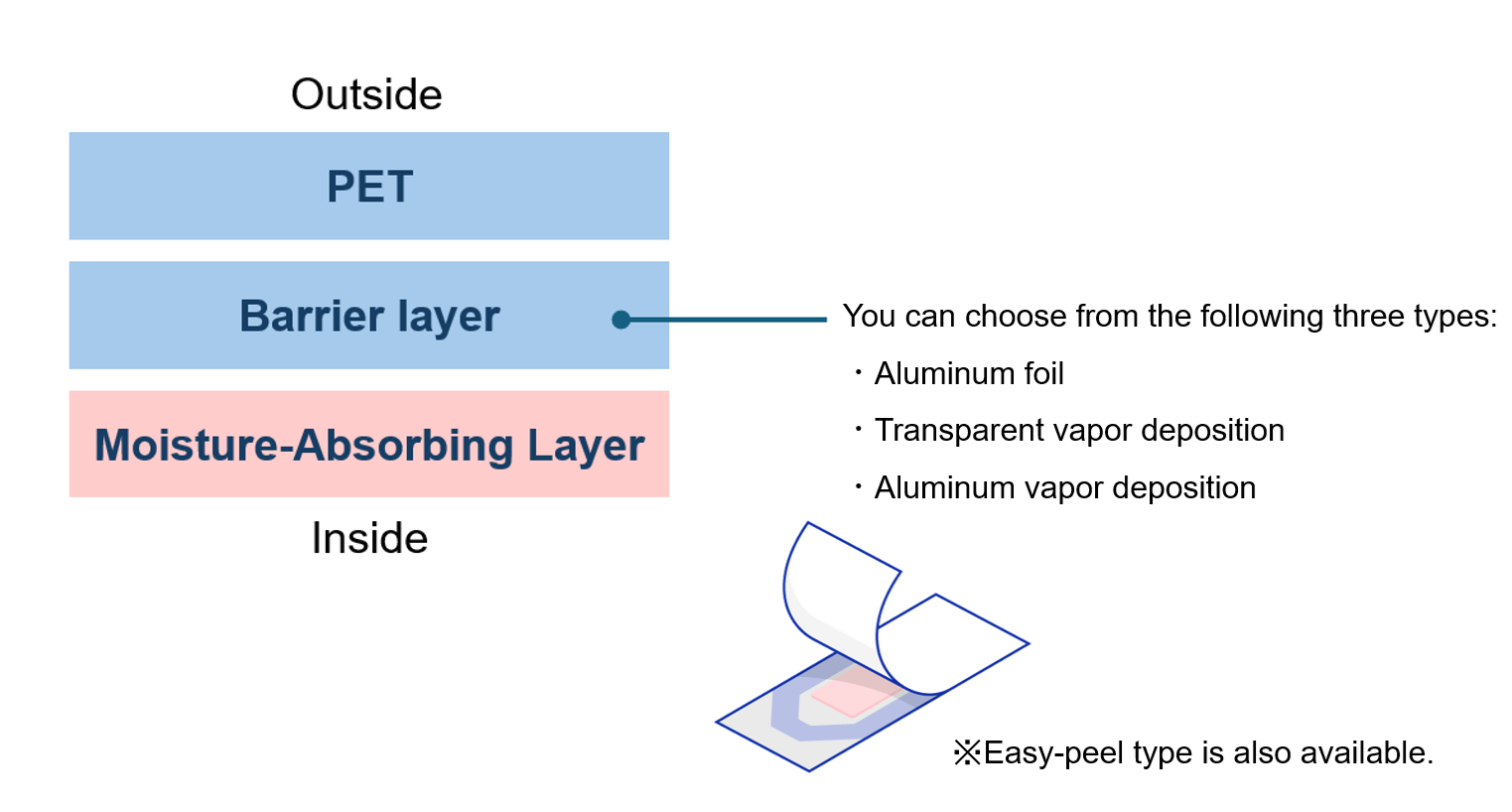
Typical layer structure:
PET / Adhesive / Aluminum Foil / Adhesive / Moisture-Absorbing Layer
Available barrier layer materials:
Aluminum Foil
Transparent Vapor Deposition
Aluminum Vapor Deposition
Adoption cases
Packaging for medical sensors
For sensor components that are highly sensitive to humidity, an inner-layer moisture-absorbing function has been adopted.
FAQ collection
We have compiled frequently asked questions from our customers along with our responses.
- Question
-
Does the absorbed moisture get released?
- Answer
-
Under normal usage conditions, the absorbed moisture would not be released again.
- Question
-
Are there different moisture absorption capacity options?
- Answer
-
Currently, we offer two types: 3.5g/m² and 6.0g/m².
- Question
-
Can environment friendly specifications be accommodated?
- Answer
-
Yes. Sustainable solutions are available, including package downsizing and replacing desiccant silica sachet with efficient moisture-absorbing films to reduce environmental impact.
- Question
-
How should I choose the barrier layer?
- Answer
-
Your choice depends on the required water vapor barrier level and the use of metal detectors. Please contact us for more details.